Welcome to
On Feet Nation
Members
-
rimeton454 Online
-
sohail khatri Online
-
Harry Online
-
sara James Online
-
Thomas Online
-
Ab12 Online
-
Brenda Online
-
Thomas Shaw Online
-
nisaflippa Online
Blog Posts
rnzpzape
Posted by Cecile on April 25, 2024 at 8:26am 0 Comments 0 Likes
Oncology Precision Medicine Market Analysis, Size, Share, and Forecast 2031
Posted by Prajakta on April 25, 2024 at 8:26am 0 Comments 0 Likes
FutureWise Research published a report that analyzes Oncology Precision Medicine Market trends to predict the market's growth. The report begins with a description of the business environment and explains the commercial… Continue
The Future of Betting: Trends and Innovations in Online Platforms
Posted by sohail khatri on April 25, 2024 at 8:25am 0 Comments 0 Likes
Top Content
The Complete Guide to Injection Molding
Plastic parts are everywhere, and injection molding is the most widely used manufacturing process for making them.
It’s easy to see why: in addition to its material versatility, injection molding is a highly cost-effective process for manufacturing in large quantities, with a single mold sometimes used over a million times with no visible loss of quality. For mass production of plastic parts, there are few better alternatives.
So what exactly is injection molding? How does it work and why is it so popular? What kind of materials can be used for injection molding, and what kind of plastic parts can be created with those materials? And most importantly: should you and your business consider injection molding as a means of production?
This Yiannopoulos guide attempts to give a comprehensive overview of injection molding, explaining the technical process, its most common uses and various other aspects of the world’s most popular plastic production technology.
Injection molding: A very short overview
If you have never encountered injection molding before, the easiest way to understand the process is to consider its two constituent terms: injection and molding.
Unfortunately, we first need to swap those words around and start with the latter term: molding.
At its core, the injection molding process involves the use of two or more pieces of metal tooling, which together function as a mold. The mold — which is not an end-use part, but a component of the manufacturing equipment — contains a shaped cavity that ultimately gets filled with molten plastic.
And that’s where the injection part comes in. Once a mold has been created, an injection molding machine squeezes or 'injects' molten plastic into it, where the plastic cools and solidifies. When the plastic has fully solidified, the mold is opened up and the now-solid piece of plastic can be popped out. This piece of plastic, shaped like the cavity of the mold, is the finished molded part.
Because the molten plastic is forced into the mold at pressure, and because it can be artificially cooled in order to solidify quickly, the injection molding process is very fast. And once a part has been made, another dollop of molten plastic can be injected into the mold straight away.
The process repeats over and over until the required quantity of parts has been made.

What is Mold?
The mold used in injection molding is a piece of custom tooling formed of two or more pieces of metal, usually made of steel or aluminum.
The purpose of the mold is to create a hollow cavity into which molten plastic can be injected in order to form a part. The mold must therefore be an inverted version of the part, with the hollow cavity having the actual shape of the part.
Although their job seems straightforward, molds are surprisingly complex pieces of equipment. That’s because they must actually perform two roles: first, forming the plastic part; and second, allowing that plastic part to be ejected without getting damaged.
Creating a mold in two separate sections makes it easy to make and then eject the part. In most cases, a mold for injection molding consists of two main sections: a core plate, which features a protrusion, and a cavity plate, which features a cavity. These two sections are positioned so a gap — the mold cavity — forms between them. (Confusingly, the cavity plate is often referred to simply as the 'cavity'.)
For especially complex parts — those with overhangs, for example — the mold may be divided into more than two sections.
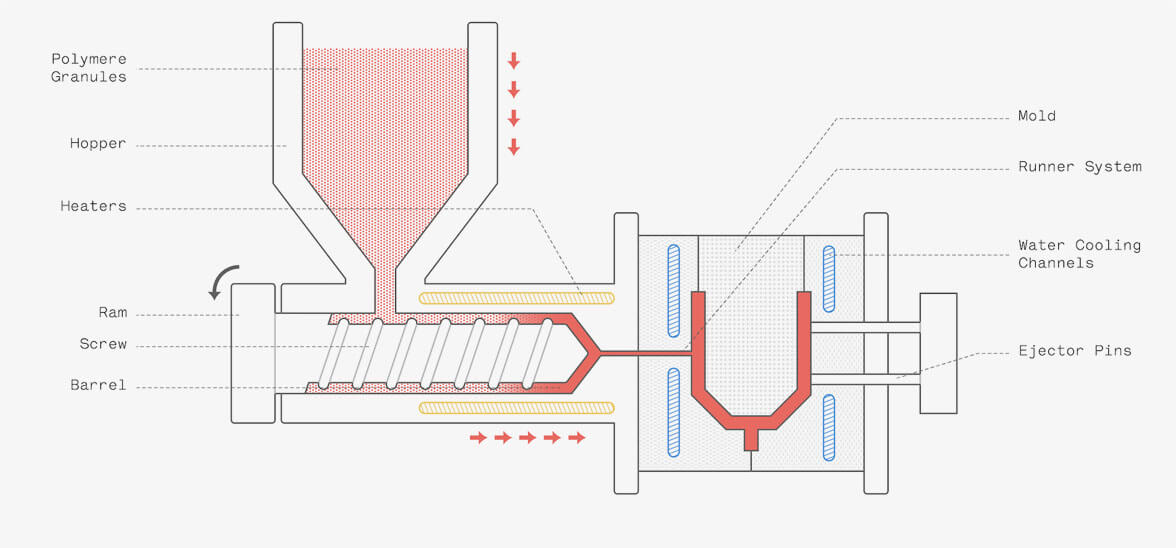
Each section of the mold has a particular role. The molten plastic is injected into the mold cavity via a sprue and channels in the cavity plate. Then, when the plastic solidifies, the core plate is pulled away from the cavity plate, taking the plastic part with it. The part can then be gently released from the core plate using small rods known as ejector pins. These pins sometimes leave small round marks on the core side of the part.
Steel molds have a longer lifespan than aluminum molds, and are consequently more expensive to make. Regardless of material, molds are typically made using CNC machines, though recent improvements in additive manufacturing have provided a new way to create short-lifespan prototyping molds.
Tooling materials available from Yiannopoulos include:
Aluminum
P20
718H
NAK-80
H13
S136
How does injection molding work?
Now that we’ve established what a mold is, it’s time to look at how the entire injection molding process works.
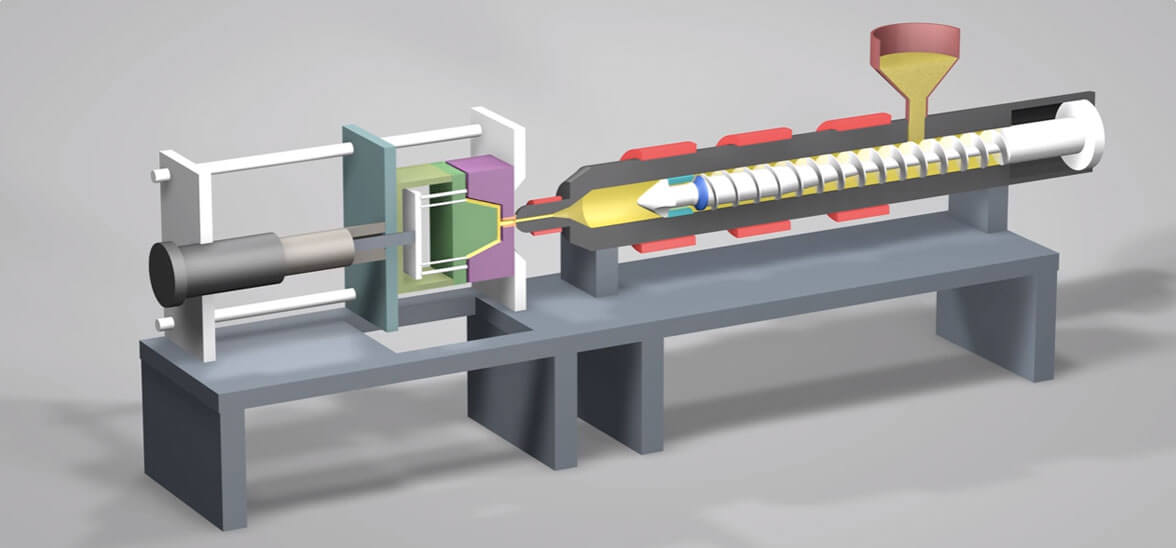
The entire process is carried out using a piece of equipment known as an injection molding machine (or injection molding press), which consists of two main sections:
An injection unit, where raw plastic pellets are melted down before being injected into the mold
A clamping unit, where the sections of the metal mold are held in place and manipulated
For clarity, we can break the injection molding process down into six main stages.
1. Mold Creation
Although this is more of a preliminary step, the first part of injection molding involves preparing the metal tooling that will be used as the mold. Molds are generally designed on a computer using Computer Aided Design (CAD) software, then fabricated from metal using CNC machines.
When designing a part for injection molding and consequently designing its metal mold, certain design principles must be followed to prevent defects.
Another preliminary step involves readying the raw injection molding material, which is usually a thermoplastic in pellet form. These pellets may need to be mixed with colored dyes before molding begins.
2. Clamping
When the mold has been fabricated, it must be fitted securely into the clamping unit of the injection molding machine. The unit squeezes the core plate and cavity plate together, ensuring that no molten plastic can escape between the two sections.
3. Injection
On the injection unit of the injection molding machine, raw plastic pellets are contained in a hopper — a tapered container that can dispense pellets into the machine as required.
When the mold is ready, these pellets are dispensed from the hopper into an oblong section underneath called a barrel, where they are heated into a molten state. The barrel contains a ram or reciprocating screw, which forces the material toward the mold while simultaneously heating it up.
Free shipping coupon code: "freeshipping" on any order from yiannopoulos.net
The molten plastic exits the heated barrel through a nozzle and into the mold cavity via a sprue — a long channel built into the mold that allows material to enter.
4. Solidification
When the entire 'shot' of molten plastic has been injected into the mold cavity, it begins to cool and harden. This is because the metal mold is much cooler than the heated barrel where the plastic pellets are melted down. As the plastic part hardens, it also exhibits some degree of shrinkage — a factor that must be accounted for during part design.
5. Ejection
When the plastic part has fully cooled and solidified, the mold can be opened up. During this stage, the core plate is pulled away from the cavity plate, before ejector pins are pushed into the plastic component to disengage it from the core.
When the plastic component has been removed from the mold, the two halves of the mold can be clamped together again, ready for the next shot.
6. Post-processing and assembly
When the part has been removed from the mold, it may need to be painted or subjected to surface finishing procedures. The part may also be joined to other (molded or non-molded) parts to form a complete product.

China plastic injection molding manufacturer
Advantages of injection molding
There are many reasons to choose injection molding over another plastic manufacturing process like 3D printing or vacuum casting. Some of the biggest advantages of injection molding include:
Economy of scale
The more injected molded parts you make, the cheaper your cost per unit becomes. That’s because the biggest expense is making the metal mold — and once you’ve got the mold, simply filling it up with plastic is relatively inexpensive.
Speed
Speed is another reason why injection molding is great for making parts in large quantities. A shot of plastic can be injected and cooled in a matter of seconds, allowing for fast turnarounds of very large orders.
Material versatility
The best materials for injection molding are thermoplastics, while thermosets, elastomers and composites can also be used. Within those categories, there is a wide array of potential plastics suitable for a wide range of applications.
Color options
The raw plastic pellets used for injection molding can be mixed with dyes for easy and consistent coloration of a molded part.
Part complexity
Although there are design limitations for injection molding, it is still possible to create complex parts with intricate features. As long as the material is injected with enough force, it can reach even the smallest gaps in the mold cavity.

What is injection molding used for?
Injection molding is the world’s most widely used manufacturing process for plastic parts. As such, it is used for a huge variety of different parts and products.
The applications of injection molding are largely determined by the major advantages and disadvantages of the process, as well as its technical and dimensional limitations.
For instance, injection molding can be used to produce huge volumes of parts at a low cost, but is generally limited to thermoplastics, which are weaker than most metals. This means injection molding is often used for commonplace but low-strength items like food packaging, containers and general consumer goods.
Although it would be impossible to list every possible use of injection molding, these are some of the more common applications of the process:
Bottles and packaging
Billions of plastic bottles are made by injection molding each year, making them the most widely injection molded product of all. Most water and soft drink bottles are made from polyethylene terephthalate (PET).
Household items
Simple plastic objects such as containers, garbage bins, kitchenware, electric air fresheners and even toilet seats are some of the many household goods made using injection molding.
Automotive components
Not all injection molded parts are cheap or disposable. Car parts like bumpers, dashboards and cup holders are often made with injection molding, and can therefore be made in massive quantities to fulfill the needs of automotive suppliers.
Healthcare products
Essential medical products like syringes, trays and tubes can be injection molded, since a range of medically safe plastics can be used in the manufacturing process.
Construction items
Most buildings aren’t made of plastic, but injection molding can be used to fabricate many construction parts, including vents, gaskets, conduits, insulators and flooring panels.
Electronic components
Many thermoplastics are excellent electrical insulators, making them ideal for molded housings used in electronic items.
Toys
Most plastic toys are made using injection molding. The simplest of these toys may not even require painting or tinting, since raw plastic pellets can be acquired in a variety of bright colors.

Common injection molding materials
Materials used for injection molding can be sorted into four main categories: thermoplastics (most common), thermosets, elastomers and composites.
Injection molding materials available from Yiannopoulos include:
Acetal Polyoxymethylene (POM)
Acrylonitrile Butadiene Styrene (ABS)
Nylon 66 (PA66)
Glass-Filled, Polyamide (PA-GF)
High-Density Polyethylene (HDPE)
Low-Density Polyethylene (LDPE)
Polybutylene Terephthalate (PBT)
Polycarbonate (PC)
Glass-Filled Polycarbonate (PC-GF)
ABS Polycarbonate (PC-ABS)
Polyethylene Terephthalate (PET)
Polymethyl Methacrylate (Acrylic) (PMMA)
Polyphenylene Sulfide (PPS)
Polypropylene (PP)
Polystyrene (PS)
Polystyrene + Polyphenyl Ethers (PS-PPE)
Thermoplastic Elastomer (TPE)
Thermoplastic Vulcanizates (TPV)
Conclusion
Since the cost-per-unit of plastic parts is dynamic for injection molding and static for 3D printing, it can be difficult to assess which option is the best value for money for a given order.
Numerous factors, including mold creation, part material and part shape can affect the cost of the order — and to different degrees depending on the manufacturing process.
With that in mind, the best solution to the dilemma may be simply requesting a quote for both processes.
Yiannopoulos has expertise in both injection molding and 3D printing, and can assess projects on a case-by-case basis to see which represents the best value for money.
Views: 44
Comment
© 2024 Created by PH the vintage.
Powered by
![]()
You need to be a member of On Feet Nation to add comments!
Join On Feet Nation